ジルコニアマテリアル オペラの質問
04)オペラTH-Kのフルマウスロングスパンブリッジの製作ガイド
回答:HT-K は、既に国内外で数千から数万のフルマウスロングスパンブリッジの実績が報告されています。
これにより、数多くの製作のコツの報告があり、これらを集めた情報をご紹介します。
なお、発色、収縮等の全ての結果を保証できるものではありません。
HT-K フルマウスの設計
1.応力集中を避け、対合歯列や咬合状況に基づいて咬合彎曲を設計してください。
2.前歯では最大 3 歯欠損部の連結が可能で、臼歯では最大 2 歯欠損の連結が可能です。
遊離端欠損は 1 歯を超えないようにしてください。
3.ブリッジ支台歯の装着方向が違う、ブリッジと歯肉の距離が不十分、支台歯のアンダーカットが過大、
ショルダーマージンの形成が不適切など、ジルコニアブリッジの製作に不適合な支台歯条件がある場合は、
速やかに医師に相談してください。
4.歯冠舌側面の最小厚さは 0.8mm 以上必要で、欠損部と隣接する歯冠の切縁または咬合面の厚さは 1.0mm以上が必要です。
5.前歯の連結部断面積は 9mm2以上とし、奥歯の連結部断面積は 12mm2以上としてください。
HT-K フルマウスの配置と加工
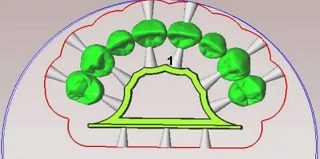
1.設計する際は、サポートバーを左右対称に設置し、可能な限り歯冠の頸部側 1/3 から中間部 1/2の間に
配置してください。
2.連結部分を除く可能な限り、ブリッジ全体にサポートバーを配置してください。
3.舌側にサポートバーを追加する際は、バーの直径を 2 ㎜に設計することを推奨します。その設計方法は
以下の図の通りです
注意:
①舌側のサポートは、できるだけ約2㎜に調整します。
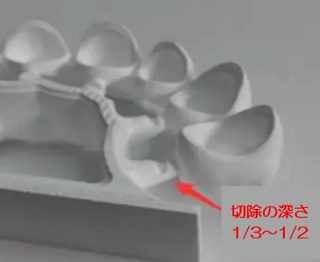
カットは、下図の様にバー赤色部分を切断し、可能な限り内円の厚みが均一になる様にしてください。
②咬合面にサポートバーを追加するかどうかは任意で選択します。通常、舌側にサポートバーを
追加する場合、咬合面にサポートバーを追加する必要ありません。

③ロングブリッジを加工する際は、必ず切削用バーを確認し、新しいバーに交換することをお勧めします。
また装置を校正した後に加工を行ってください。
④サポートバーを切除する際は慎重に行い、切除過程にブリッジの破損や内部に微細な亀裂が発生するのを
防ぐため一度に切除する量は 0.5mm 以下に抑えてください。
⑤サポートバーの切除は、①歯冠の唇頬側部、②ブリッジ体の唇頬側部、③横バー外側部のサポートバーの
順番に切除することをお勧めします。
⑥舌側のサポートバーは、選択的に一部サポートバーの直径の 1/3〜1/2の深さまで切除することが可能です。
HT-K フルマウスのシンタリングプログラム
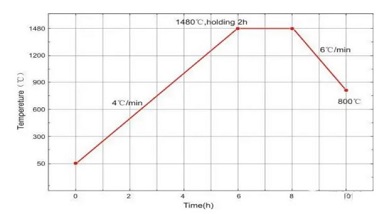
50℃→1480〜1550℃ +3〜4℃/min.
係留時間120〜240min.
800℃まで ‐6℃/min.
自然放冷
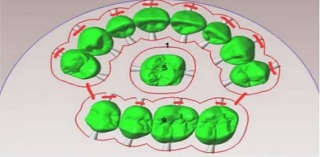
HT-K フルマウスの炉内配置
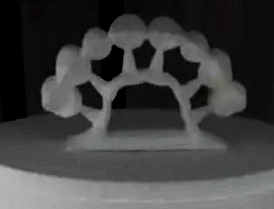
*この配置方法により、咬合面から歯肉方向への変形を大幅に軽減できます。
HT-K 形態修正と咬合調整
1.高速または低速ハンドピースを使用し、ジルコニア専用の研磨工具で形態修正および咬合・隣接面の
調整を行ってください。
2.切削時は、片側方向に軽く圧力をかけて切削し、切削過程で微細な内部亀裂が発生しないように注意し、
3.歯間空隙を開ける際は、直接切削するのではなく、点状に切削する方式で専用の隙間用バーを用い、
軽い力で処理してください。また、歯間空隙を開ける際は、出来るだけ切削量を少なくしてください。
4.バーの切削後は、50μm(#270 細目)の高純度酸化アルミナを使用し、2〜2.5Bar(0.2〜0.25MPa)
の圧力でサンドブラスト処理を行うことを推奨します。この処理は、清掃と材料の強度回復(検証データ
によれば、この処理で酸化ジルコニウムの強度が大きく改善されること)を目的としています。
また、この工程は後続の染色や釉薬処理の準備を整えます。
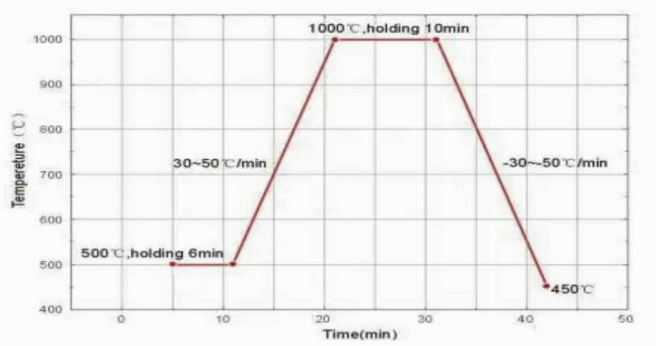
5.内冠の研削後は、焼成炉を使用して歯冠の熱処理を推奨します。これにより、歯冠表面の単斜相の含有量が
減少し、強度が向上するとともにジルコニアとセラミックの接着力も高まります。熱処理の温度曲線は
以下の通りです。
注意:本回答へのご意見、質問がありましたら、Q&Aコーナーからご連絡をお願いいたします。